




Pozinkovaná ocelová cívka Pozinkovaná Dx51 Čína ocelová továrna Žárově pozinkovaná ocelová cívka / Za studena válcovaná ocel Ceny / GI cívka







Definice pokovování
(1) Normální třpytivý nátěr
Během normálního procesu tuhnutí zinkové vrstvy zinková zrna volně rostou a vytvářejí povlak s výraznou třpytivou morfologií.
(2) minimalizovaný třpytivý nátěr
Během tuhnutí zinkové vrstvy jsou zrna krystalů zinku uměle omezena, aby vytvořila co nejmenší třpytivý povlak.
(3) Povrchová úprava bez třpytek bez třpytek
Získává se úpravou chemického složení pokovovacího roztoku, nemá viditelnou morfologii třpytek a má rovnoměrný povrchový povlak.
(4) Povlak ze slitiny zinku a železa
Ocelový pás je po průchodu zinkovací lázní tepelně zpracován, čímž se v celém povlaku vytvoří vrstva slitiny zinku a železa. Tento povlak má tmavě šedý vzhled bez kovového lesku a během procesu prudkého tváření se snadno práškuje. Kromě čištění lze povlak přímo natřít bez další úpravy.
(5) diferenciální nátěr
Pro obě strany pozinkovaného ocelového plechu jsou vyžadovány povlaky s různou tloušťkou vrstvy zinku.
(6) Hladký kožní průchod
Hladění je druh válcování pozinkovaného ocelového plechu za studena s malou deformací pro jeden nebo několik z následujících účelů.
Zlepšení vzhledu povrchu pozinkovaného ocelového plechu nebo jeho vhodnosti pro dekorativní nátěr; dočasné minimalizace skluzové linie (Lüdesova linie) nebo vrásek vznikajících při zpracování hotového výrobku.

Přeběhnout
Patří sem zejména: olupování, škrábance, pasivační skvrny, částice zinku, silné hrany, pruhy po vzduchovém noži, škrábance od vzduchového nože, obnažená ocel, vměstky, mechanické poškození, špatný výkon ocelového podkladu, vlnité hrany, vybočení, neslučitelnost rozměrů, ražení, nekonzistentní tloušťka zinkové vrstvy, tisk z role atd.
Hlavní příčiny odlupování zinkové vrstvy jsou: povrchová oxidace, sloučeniny křemíku, příliš znečištěná emulze válcovaná za studena, příliš vysoký oxidační atmosférický a ochranný rosný bod v sekci NOF, nepřiměřený poměr vzduchu a paliva, nízký průtok vodíku, infiltrace kyslíku v peci, pásová ocel. Nízká teplota vstupující do pánve, nízký tlak v peci v sekci RWP a sání dvířek pece, nízká teplota pece v sekci NOF, neodpařování tuku, nízký obsah hliníku v zinkové pánvi, příliš vysoká rychlost jednotky, nedostatečná redukce a zbývající zinková kapalina. Doba redukce je příliš krátká a povlak je příliš silný.
Příčiny bílé rzi a černých skvrn jsou následující: černé skvrny vznikají další oxidací bílé rzi.
Hlavní příčiny bílé rzi jsou:
(1) Špatná pasivace, nedostatečná nebo nerovnoměrná tloušťka pasivační vrstvy;
(2) Povrch není naolejovaný nebo je na povrchu pásu zbytková vlhkost;
(3) Povrch pásové oceli obsahuje během navíjení vlhkost;
(4) Pasivace není zcela vysušená;
(5) Vlhkost nebo déšť během přepravy nebo skladování;
(6) Hotový výrobek byl skladován příliš dlouho;
(7) Pozinkovaný plech je v kontaktu s jinými korozivními médii, jako jsou kyseliny a zásady, nebo je s nimi skladován společně.
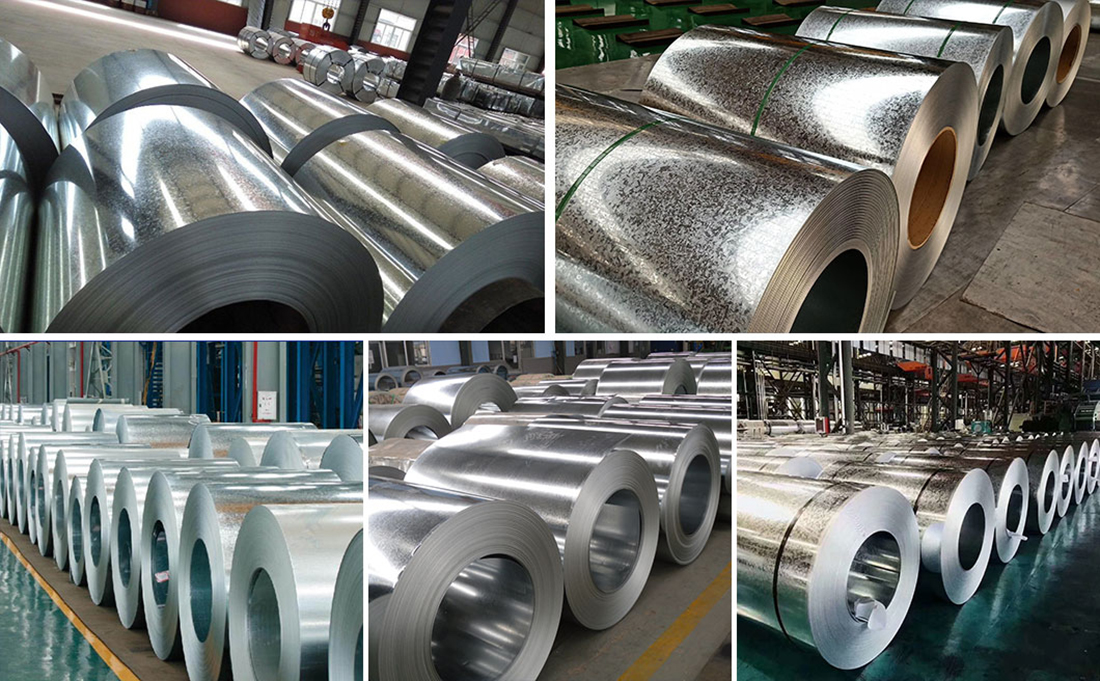
Skladování ve skladu
Společnost má dvě vysoce specializované výrobní linky na široké a tlusté ocelové plechy s důvěryhodnou technologií a má komplexní kapacitu k výrobě více než 5 milionů tun roztavené oceli a více než 3 milionů tun ocelových plechů ročně. Počet zaměstnanců dosahuje více než 10 000. Disponuje technologií tepelného zpracování ocelových plechů, technologií výroby extra tlustých ocelových plechů, technologií výroby elektrostruskového přetavování oceli atd.

Balení a doprava
Nabízíme: balení do dřevěných palet, dřevěných krabic, ocelových pásek, plastových obalů a další metody balení. Jsme ochotni zabalit a odeslat produkty dle hmotnosti, specifikací, materiálů, ekonomických nákladů a požadavků zákazníka.
Způsob dopravy: Pro export nabízíme kontejnerovou nebo hromadnou přepravu, silniční, železniční nebo vnitrozemskou vodní dopravu a další pozemní způsoby dopravy. Samozřejmě v případě zvláštních požadavků můžeme využít i leteckou dopravu.

Zpětná vazba od zákazníků
Neváhejte nám zanechat zprávu, pokud máte jakýkoli dotaz ohledně nás a našich produktů.
